
Discussion on anti-collision system of pile tilting machine and distributing machine based on grating and ultrasonic sensor
The tipping machine and the distributing machine are the core equipment in the complete set of organic fertilizer production equipment, both of which run in the fermentation tank at the same time, and there is interference in the working area, so the anti-collision between the tipping machine and the distributing machine is very necessary. In this paper, an anti-collision system based on grating and ultrasonic sensors is proposed, and the advantages of grating and ultrasonic sensors are expounded by comparing with several mainstream non-contact sensor systems in industrial applications, which can provide some references for designers to deal with mechanical interference and design mechanical anti-collision systems.
0 Introduction
At present, China's agricultural mechanization is in a period of vigorous development. In the organic fertilizer industry, organic fertilizer plants rely on a complete set of organic fertilizer production equipment production lines for semi-automated production, which not only reduces human labor, promotes the improvement of production efficiency, but also improves the overall operating environment. However, in order to ensure the efficiency and safety of semi-automatic operation process, it involves the problem of cooperation between operation equipment. For the core equipment of organic fertilizer production - the tipping machine and the cloth machine, both of which run at the same time in the fermentation tank, there is an intersection in the working area - the tipping machine needs to enter the cloth area of the cloth machine to turn the pile, if the collision occurs due to careless operation, it will cause great economic losses, and even pose a threat to the safety of the staff.
Based on the above considerations, this paper proposes a set of anti-collision system scheme based on grating and ultrasonic sensors for the stacking machine and the cloth machine in the organic fertilizer production line. By comparing with several mainstream non-contact sensors in today's industrial applications, the advantages of grating and ultrasonic sensors in industrial applications are expounded. Some references are provided for designers to deal with mechanical interference and to design anti-collision system of agricultural machinery.
1 Pile turning machine and distributing machine
1.1 Pile turning machine
Stacking machine is the most core equipment in the production of organic fertilizer special complete sets of equipment, mainly composed of walking mechanism and stacking mechanism: the walking mechanism generally uses the motor and transmission mechanism (such as sprocket) to drive the walking wheel, so that the stacking machine can move forward and backward in the fermentation tank; And the pile turning mechanism through the rotor and blade or scraper, to form a pile turning roller or conveyor chain plate, to achieve the fermentation tank material mixing, fluffy and transfer pile, so that compost raw materials and oxygen in full contact to ensure the smooth progress of aerobic fermentation, and through the fermentation heat evaporation of part of the water, and finally make the material to meet the requirements of harmless, resource treatment. Figure 1 shows the chain-plate-type stacking machine independently developed by the Information Environment Center of Guangdong Modern Agricultural Equipment Research Institute.
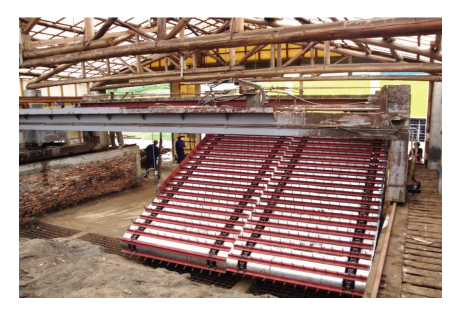
FIG. 1 Chain-type pile turning machine
FIG. 2 shows the basic working state of the chain-plate pile tiller in the fermentation tank. The conveyor chain plate is raised and the pile tiller moves on the tank at high speed under the high-speed walking state. The conveyor chain plate is lowered and the material is turned over at a slow speed.
1.2 Distributing Machine
The feeding machine is the feeding equipment in the modern organic fertilizer production line, which replaces the traditional forklift and distributes the fermentation tank. As shown in FIG. 3, the outer frame of the conveyor is installed on the fermentation tank and runs longitudinally forward and forward along the fermentation tank track, while the belt frame is installed on the inner track of the outer frame and runs laterally left and right relative to the tank. The belt belt on the belt frame can rotate forward and backward, so that both ends of the belt conveyor can be blanking. Y Evenly distributed in rectangular areas in both directions.

Figure 3. Fabric machine
1.3 Cooperation between the cloth machine and the pile turning machine
In organic fertilizer plants, in order to improve production efficiency, the tipping machine and the cloth machine are often turned on at the same time to cooperate with each other, that is, after the cloth is distributed, the tipping machine immediately turns over the distributed materials, and the tipping machine and the cloth machine are in close contact, as shown in Figure 5. However, due to the difference in the moving speed of the tipping machine and the cloth machine, the two sets of equipment are respectively controlled by different operators, so when the tipping machine enters the cloth area to work, a small amount of forward movement may lead to collision. And the tipping machine and the cloth machine work site dust, noise, bad environment, the operator's judgment is easy to be affected, in the personnel's wrong operation, and even lead to the cloth machine derailing failure and casualties and other serious accidents. Therefore, the development of a reliable anti-collision system is of great significance to the stable operation of the organic fertilizer production line.
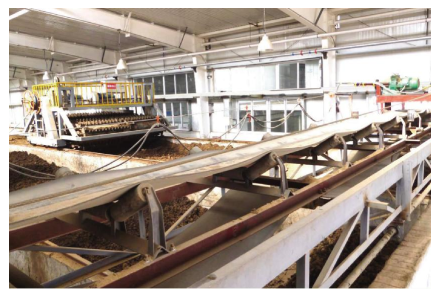
FIG. 5 Stacking machine and distributing machine work together
Based on the above considerations, at present, some manufacturers install a contact travel switch on the tipping machine and the distributing machine, which causes the circuit closure contact to be broken by mechanical contact to drive the switch spring or connecting rod mechanism, so that the tipping machine and the distributing machine stop respectively. However, the contact stroke switch has shortcomings such as low response speed, poor accuracy and short life, which makes the two machines stop at the same time to trigger two stroke switches, which needs to be achieved through certain mechanical coordination, and the process is not simple enough. Coupled with factors such as mechanical inertia, the travel switch may be overly compressed, causing a rigid collision and making the component fail. It can be seen that the collision avoidance of such equipment is more reasonable from the perspective of non-contact components.
2 Sensor
2.1 Grating sensor
2.1.1 Principle of grating sensor
The optical phenomenon composed of a large number of parallel beams of equal width and spacing is called a grating, also known as a light curtain. The grating sensor uses the feature of light propagation along a straight line to design the transmitting end and the receiving end respectively at the beginning and end of the light curtain. Figure 6 shows the physical picture of the grating sensor of the German company Hicker.
Figure 6. Physical picture of grating sensor
When the grating sensor works, a set of parallel and equally spaced infrared beams are continuously emitted from the transmitting ends of several linear arrays at the transmitting end, which propagate along a straight line to the receiving end and form a grating between the transmitting end and the receiving end. There are several receiving points of linear array at the receiving end, corresponding to each transmitting point at the transmitting end, to detect whether the beam emitted from the transmitting point reaches the receiving end, or whether the amount of light reaching the receiving point reaches a certain threshold. As shown in Figure 7, when an object passes through the grating, the object may block the infrared beam, weaken the infrared beam, or cause the infrared beam to refract, so that the amount of light received by the receiver cannot reach the preset threshold. After a cycle of scanning at all receiving points, the grating sensor can know which optical path there is an object, and according to its internal calculation rules, the grating sensor can generate an output signal, which can provide the user with a control basis for analog, switching and RS485 communication signals [1].
2.1.2 Advantages of grating sensor
The grating sensor can be regarded as a system array of ordinary photoelectric switches. Compared with the photoelectric switch of a single beam optical path, the grating sensor determines the light quantity simultaneously at a macro level through multiple receiving points, which resolves the shortcomings of a single beam optical path that is easily irradiated by external light sources and shielded by foreign objects in the optical path. At the same time, the detection area of the grating sensor is a plane. Compared with the photoelectric switch whose detection area is a single straight line, the problem of missing detection caused by the shape difference of the measured object or the motion of the measured object is avoided.
2.1.3 Classification of grating sensors
According to the output and processing mode of the grating sensor signal, the most mainstream applications in the industry are divided into measurement grating and safety grating. The measuring grating can calculate the projected size of the measured object on the grating cross-section according to the amount of the obscured light beam and the time of the measured object passing through the program. The safety grating determines whether an object has invaded the grating area according to whether the beam is shielded, so as to make a shutdown judgment to protect the safety of the intrusive object or the object in the invaded area. The safety grating is used in the anti-collision system of the distributor and tiller designed in this paper.
2.2 Ultrasonic Sensor
2.2.1 Principle of ultrasonic sensor
Ultrasound refers to mechanical waves with frequencies higher than 20,000 Hz, and its transmission principle is similar to light waves. The ultrasonic sensor is ultrasonic as the detection means, the sensor transmitter through the inverse piezoelectric effect, the transistor is applied to the alternating electric field, so that the transistor deformation, cause vibration, and then produce ultrasonic wave to the external transmission. After contacting the object, the ultrasonic wave is reflected back to the probe through the reflection characteristics of the object, and the probe will generate ultrasonic vibration when receiving the ultrasonic wave, and convert the ultrasonic vibration into an electrical signal, so as to "sense" the object to be measured. Figure 8 is the physical picture of the ultrasonic sensor of Hicker Company in Germany.
Ultrasonic sensor uses TOF (time of flight), which is the principle of transit time [2]. As shown in Figure 9, the processor inside the sensor will record the transit time Δt between two time points of ultrasonic sensor transmitting ultrasonic (t1) and receiving ultrasonic (t2). The transit time is multiplied by the ultrasonic propagation speed c, and the total distance of the ultrasonic propagation can be obtained, that is, twice the measurement distance value 2D. Then the distance D from the ultrasonic sensor to the measured object is:

The propagation speed of ultrasonic wave in the air is affected by the ambient temperature T, and the formula is as follows:

2.2.2 Comparison of ultrasonic sensors and proximity switches
In the field of industrial non-contact detection, inductive proximity switches are more widely used than ultrasonic sensors because of their price advantages. The proximity switch generates an alternating magnetic field through the oscillator at its front end. When a metal object enters the alternating magnetic field, the magnetic field will generate a wave current in the metal object, resulting in attenuation of the oscillation. The oscillation change is processed by the amplification circuit after the proximity switch and converted into a switching signal
Output, and according to this control device start and stop. However, as a product for in-place detection, the detection distance of the proximity switch is usually 8 ~ 30mm. In order to ensure that the sensor has sufficient reaction time and the device has sufficient braking distance, the proximity switch will not collide with the measured object before the device stops. The detection probe should not be perpendicular to the measured object, but should take the form of the measured object parallel to the probe end face. For example, a cantilever is installed on the object to be measured, as shown in Figure 10.

Figure 9. Principle of distance measurement by ultrasonic sensor
However, in the case of anti-collision material, because the material is usually spread across 5 to 10 fermentation tanks, and each tank may have a heap turning machine in operation. Therefore, if the proximity switch detection distributor is installed on the tipping machine, a cantilever should be installed at the same position corresponding to each slot of the distributor body for proximity switch detection in order to accurately detect. Similarly, if the proximity switch is installed on the distributor to detect the distributor, the situation becomes more complicated. It is not only necessary to install a cantilever on the tilter for detection, but also to install the proximity switch at the same position of each slot on the distributor body. In this design, not only the installation of trouble, need to be corrected one by one fermentation tank, and each cantilever in the fermentation tank corrosion environment may be deranged or rust, so that the proximity switch can not be detected normally, the overall reliability of the anti-collision system is greatly reduced.
Compared with the proximity switch, the ultrasonic sensor has less limitation on the detection distance, and can be installed on the tipping machine to directly detect the fabric frame itself, without the need to install a cantilever. Moreover, the measured object of the ultrasonic sensor can be any object, not limited to the detection of metal, when the measured object rusts, it will not affect the detection result, and it also has better compatibility in other non-metallic equipment detection fields.
3 Collision avoidance system design
Based on the above theory, the anti-collision system is designed as follows.
3.1 Design of anti-collision system at the end of the distributor
In the forward direction of the left and right side of the distributor, a 50cm extender arm is installed along the rail guide position, and the transmitting end of the safety grating is installed on the left extender arm, while the receiving end of the safety grating is installed on the right extender arm to form a grating in the working area of the distributor.
If the direct shooting distance between the transmitting end and the receiving end is too long (usually the maximum detection distance of a set of grating is 19 m), or there may be an immovable barrier between the transmitting end and the receiving end, then the installation can not directly cover all the fermentation tanks and aisles, but several fermentation tanks between each two aisles as a group, respectively designed and installed to establish multiple groups of safety grating. As shown in Figure 12. When the safety grating light path is blocked by an object, it triggers to disconnect the control power supply of the cloth machine, so as to stop the cloth machine and achieve the anti-collision function.
3.2 Design of anti-collision system at the end of the tipping machine
An ultrasonic ranging sensor is installed in the middle position in the direction from the tipping machine to the distributing machine, and the ultrasonic probe is aligned with the distributing machine frame to ensure that the ultrasonic wave can be reliably reflected. Based on the distance information fed back by the ultrasonic sensor, PLC program is designed to control the tilter [3]. The reference logic is as follows: ① When the ultrasonic sensor detects that the tilter is running in a direction greater than the safe braking distance
When there is no distributing machine in the range, the pile tilter can be controlled to work normally at high speed. ② When the ultrasonic sensor senses that the front fabric machine is getting closer and closer and reaches the preset deceleration distance, the program will lock the high-speed forward function of the stacking machine, and can only move forward at low speed or backward at high and low speed; ③ When the ultrasonic sensor senses that the distance between the cloth machine and the tipping machine in front reaches a certain safe braking distance, the tipping machine will be stopped. Within this distance, the program locks the forward function of the tipping machine, and the operator can only operate the tipping machine to turn over or back; ④ When the ultrasonic sensor fault is detected, stop immediately. As shown in Figure 13, it is the anti-collision design scheme of the stack-turning machine.
4 Conclusion
Equipment collision avoidance is a complex subject, for different equipment, different working environment (temperature, acid base, light, electromagnetic interference, mechanical vibration, etc.) and different user concepts, there will be different collision avoidance design; Equipment collision avoidance is also a comprehensive subject, a reasonable anti-collision design to consider the movement of machinery, electrical system wiring, sensor installation and program writing, need different fields of engineers to complete; At the same time, in the rapid development of equipment automation today, in order to ensure the efficient and safe operation of automated production lines, equipment collision avoidance is an essential topic.
This paper briefly introduces the working mode of the stacking machine and the distributing machine in the organic fertilizer production line, focuses on the analysis of the principle and detection characteristics of the grating and ultrasonic sensor, two sets of mature technology sensors, and expounds the advantages of the grating and ultrasonic technology in the equipment collision avoidance by comparing with the widely used sensors in the market. At the same time, a practical and feasible anti-collision system scheme is proposed.
Reference
[1] Qin Mingyi. Research and Application of Railway Wheelset Axis Diameter Automatic Measuring Machine with light Curtain measuring technology [J]. Measurement and Testing Technology, 2015, 42 (2) : 34-36.
[2] Sun Jingyu, Gao Guowei, Wang Xiayu, et al. Design of vehicle reverse anti-collision warning device based on ultrasound [J]. Transducers World, 2016, 22 (2) : 25-28.
[3] Li Jing. Discussion on the application of train collision avoidance System in urban rail transit signal System: Proceedings of Chongqing Engineers [G]. Chongqing: 2014:319-322.

